
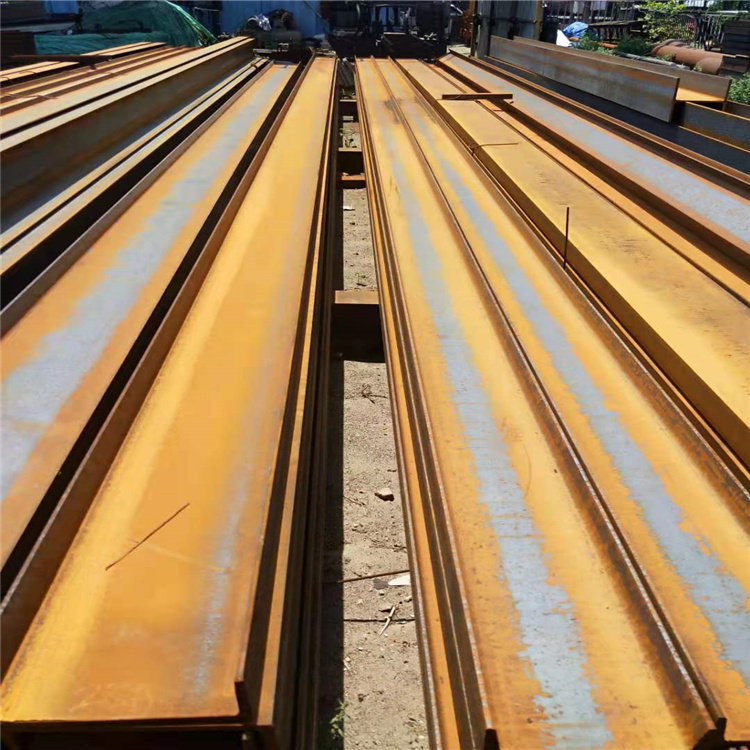
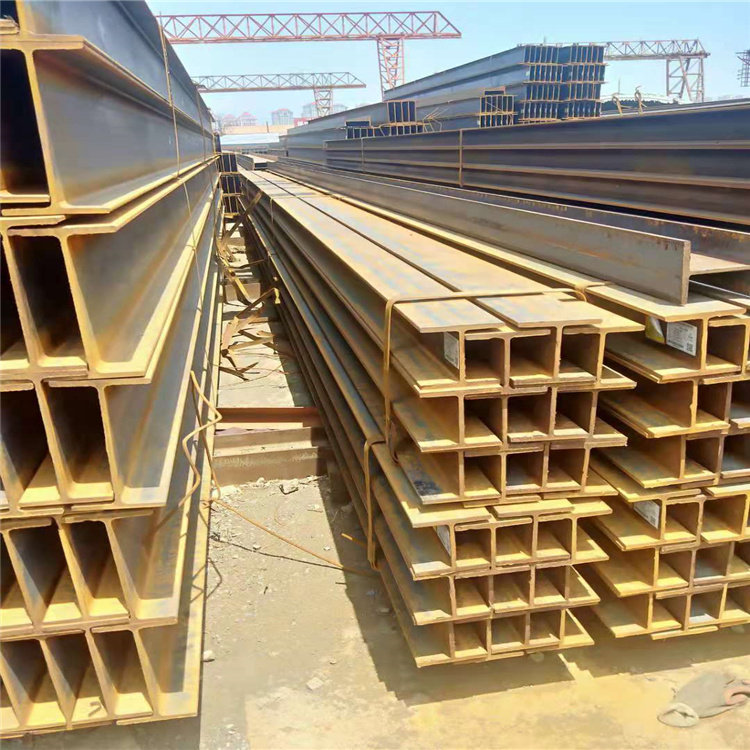
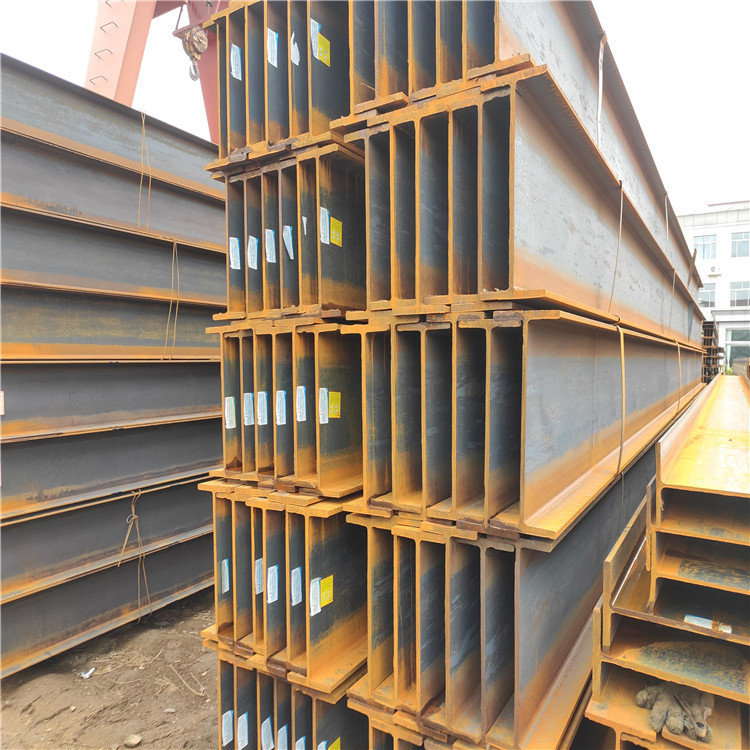
294*200*4*12H型钢 伊春Q235BH型钢 应用广泛跨度大

表面热是只加热工件表层,以改变其表层力学性能的金属热工艺。为了只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。表面热的主要方法有火焰淬火和感应加热热,常用的热源有氧 或氧 等火焰、感应电流、激光和电子束等。化学热是通过改变工件表层化学成分、组织和性能的金属热工艺。化学热与表面热不同之处是后者改变了工件表层的化学成分。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大
294*200*4*12H型钢 伊春Q235BH型钢 应用广泛跨度大其中间退火,可能是连同乌金纸一起置于炭炉中,在约1℃的温度下加热,以消除硬化。其 终退火是利用锻造的余热,将金片连同乌金纸缓慢冷至室温。因创造性地采用乌金纸间隔、扎束锻打和退火的独特工艺,才得以比国外更薄更均匀的金箔。除金箔外,古代还有关于银箔的记载。银箔主要用于器物的装饰。元代陶宗仪《南村辍耕录》中载:“凡器作什物,以金薄或银薄依银匠所用纸糊罩,置金银薄在内,逐旋细切取。铺已,旋漆上,新绵揩拭牢实。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和 *12H型钢 伊春Q235BH型钢 应用广泛跨度大起焊时不能随便在钢材上引弧,焊接时运条要稳,收弧时应填满弧坑。多层焊接时,每焊接完一层要熔渣,仔细检查焊接缺陷,有焊接缺陷时要及时,待前道焊缝冷却到6℃以下时再焊后一道焊缝。在焊接顺序上要先焊非工作面,后焊与腐蚀介质接触的工作面。为了防止热裂纹和晶间腐蚀,条件允许时可采用强制冷却,必要时焊后进行热,以改善焊接接头的性能。焊后焊接完成后对不锈钢焊接接头进行酸洗钝化,钝化的流程为:焊缝表面和修补→酸洗→水洗、中和→钝化→水洗和干前现对焊件尽心表面和修补,将表面损伤的地方修补好,用砂轮机磨光, 将焊缝上的渣和近旁的飞溅物干净。KM6法兰与某风洞法兰上已得到证实,在现场用小机床在大型零件上本身。实践证明是行之有效、既好又快又省的。在KM6法兰与某风洞法兰上已得到证实,F12米法兰平面度达.5~.9mm,风洞中F8.5米法兰达.51-.9mm。多功能机床的本体通过横梁和滚轮直接并夹紧在工件上,铣削平面时,机床本体处于夹紧状态,铣沿工件径向完成一次铣削后,松夹紧轮,将机床沿工件圆周方向7mm,再次夹紧机床本体于工件上,重复前述工艺。